

A Type Self Piercing Rivets
Type A is available only in a 3.3 mm diameter, with lengths ranging from 3.25 to 4.25 mm. Hardness grades are H1 and H2, and it is compatible with A and N head types.
C Type Self Piercing Rivets
Type C is available in two diameters: 3.3 mm and 5.3 mm, with lengths of 3.5–4.0 and 4.0–6.5, respectively. The hardness range covers H1–H6. They are available with A and P head types.
J Type Self Piercing Rivets
Type J is limited to a diameter of 3.3 mm, with lengths ranging from 5.0 to 6.0 mm. The hardness range is H1–H6, and they are available with A and P head types.
K Type Self Piercing Rivets
Type K is limited to a diameter of 5.3 mm, with lengths ranging from 7.0 to 12.0 mm, and a hardness range of H1–H6. They are available with A, P, and F head types.
P Type Self Piercing Rivets
Type P is available in both 3.3 mm and 5.3 mm diameters, with a wide range of lengths and hardness grades covering H1–H6. Compatible with C and P head types.
HG / PG Type Self Piercing Rivets
Types HG and PG are limited to a 5.5 mm diameter, with lengths ranging from 5.0–8.0 mm; hardness grades are primarily H4 and H6.
R Type Self Piercing Rivets
Type R is available only in a 3.3 mm diameter, with lengths ranging from 5.0 to 8.0 mm. Hardness ranges from H2 to H6. It can be paired with C, F, and P head types.
T Type Self Piercing Rivets
Type T is available only in a 5.3 mm diameter, with lengths ranging from 7.0 to 14.0 mm. Hardness ranges from H2, H4, and H6.It can only be paired with the A head type.
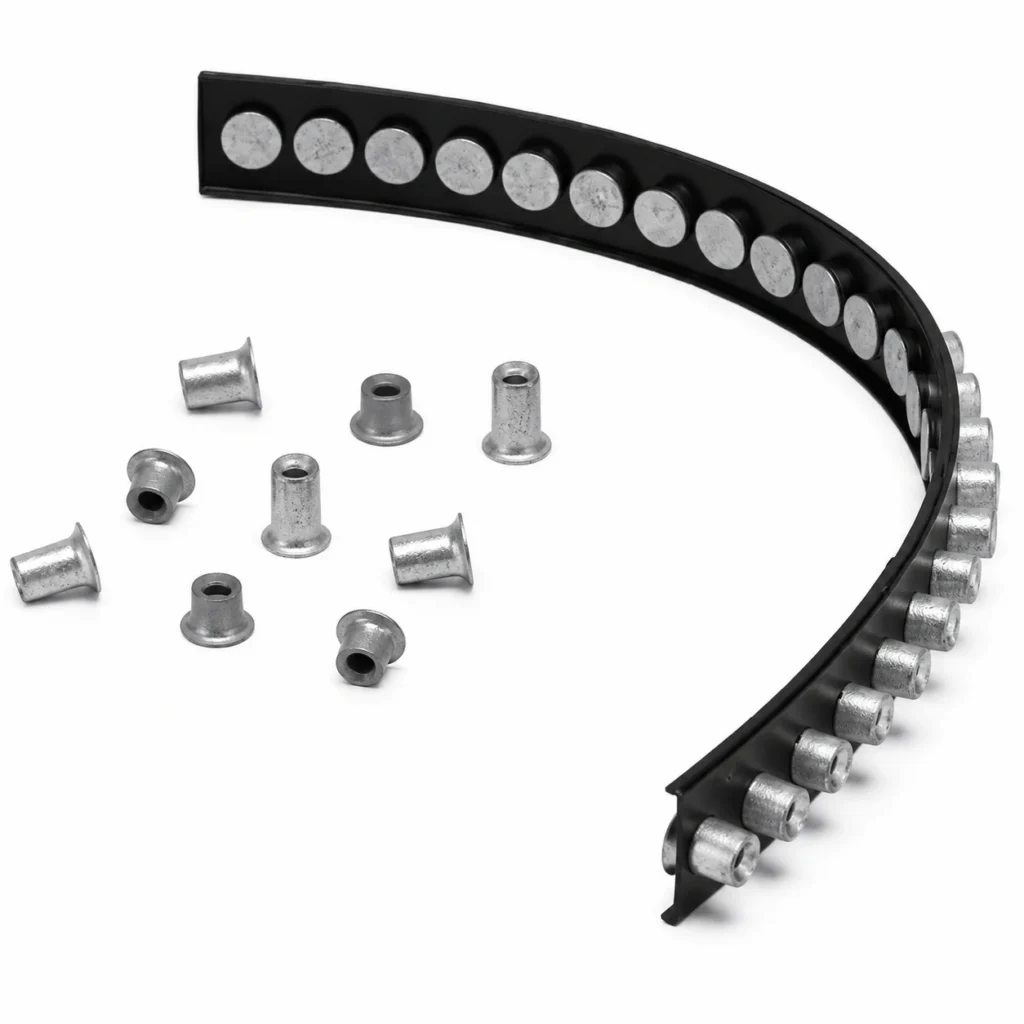
Steel Self Piercing Rivets
Rivmate’s Carbon Steel Self-Piercing Rivets are primarily manufactured from 37MnB5 / 36MnB4 boron steel. This material belongs to the carbon steel family. After heat treatment, it provides the hardness and strength required for SPR (Self-Piercing Riveting). It offers good penetration capability and forming stability.
3.3mm Self Piercing Rivets
The 3.3mm size takes up less space and is better suited for narrow-bevel, small connection points, and thin sheet metal assemblies. 3.3mm is widely used in lightweight structures, small automotive components, industrial sheet metal assemblies, and precision sheet metal parts.
5.3mm Self Piercing Rivets
The 5.3mm SPR is used for a wider range of sheet thickness combinations and applications requiring higher joint strength. Compared to the 3.3mm version, it is better suited for automotive bodies, EV battery packs, dissimilar aluminum-steel materials, and industrial sheet metal structural components.
A Head Self Piercing Rivets
A Head is the most common head type, with a smaller head diameter. After installation, the head protrudes less. A Head Self Piercing Rivet is used in automotive bodies and industrial sheet metal.
P Head Self Piercing Rivets
P Head is a large-head design that provides support over a larger area. It helps reduce localized indentations and A Head well-suited for aluminum alloy sheets and softer materials.
M Head Self Piercing Rivets
The M Head is primarily found in the HG series of SPRs and offers high connection stability. It is typically used in certain high-strength SPR series and for special structural connections.
N Head Self Piercing Rivets
The N Head is used in some European SPR systems to minimize surface protrusion in the connection area. After installation, it provides a flatter appearance and reduces head protrusion.
F Head Self Piercing Rivets
The F Head is designed to be closer to a countersunk head, providing a smoother surface finish after installation and reducing head interference. It is suitable for components requiring flush mounting.
C Head Self Piercing Rivets
The C Head has a relatively small head size, saving installation space. It is suitable for narrow-bevel designs and is used in lightweight and compact structural components.
L Head Self Piercing Rivets
The L Head is primarily used in certain specialized automated assembly and custom projects. It supports unique sheet metal combinations and is used to meet specific assembly requirements.