Home » 归档于 Rivmate Rivet » 第10页
The Ultimate Guide to Buying Pop Rivet Guns Online

Rivmate Fastener
Top Rivet and Rivet Nut Manufacturer in China
Table of Contents

Pop rivet guns are essential for any rivet installation project. Buying pop rivet guns will ensure a problem free riveting. Whether you’re an experienced operator or a 0-basic operator, you’ll be up and running with pop rivet guns in no time.Understanding how to buy the right pop rivet guns for your business is crucial. This guide will explore all aspects of pop rivet guns including types, pricing, usage scenarios and maintenance tips.
Table of Contents
Part 1 . What are Pop Rivet Guns?
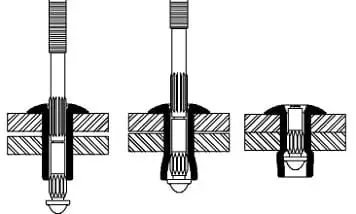
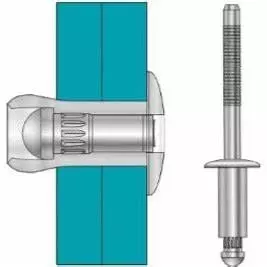
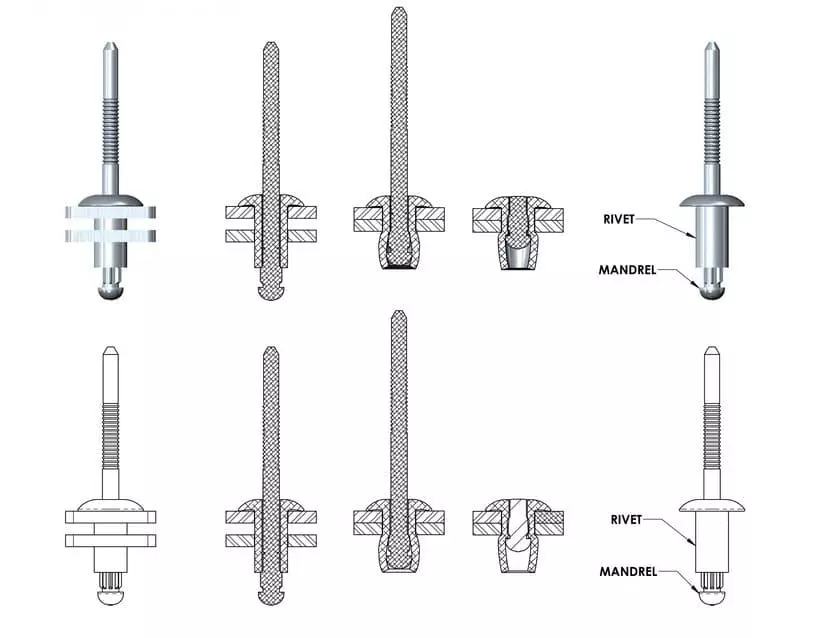
A pop rivet gun is a manual, electric or pneumatic tool specifically designed to install blind rivets. This type of tool works by mechanically pulling off the mandrel of the rivet, causing the rivet body to expand and hold the material in place. If your project doesn’t lend itself to double-sided installation, then pop rivet guns are a great option.
With its irreplaceable advantages, the application of blind rivets in more and more scenarios. Including metal processing, automotive repair, aerospace, furniture manufacturing and other fields.

Part 2. Why is it Important to Choose the Right Pop Rivet?
The effectiveness of the installation of the pop rivets is often a matter of the overall safety of the structure. Choosing the right pop rivet guns for your project or business is critical. Here’s why:
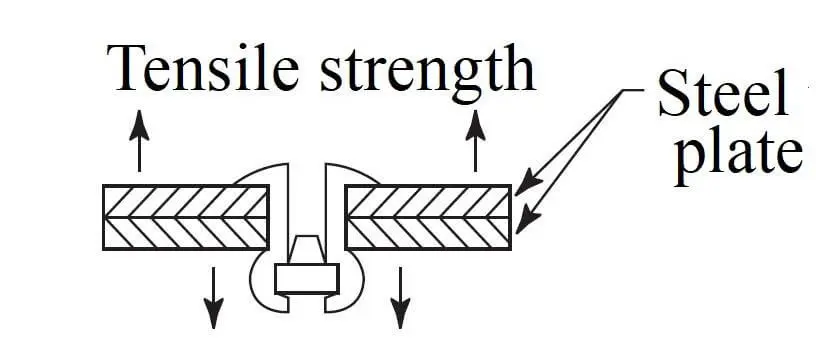
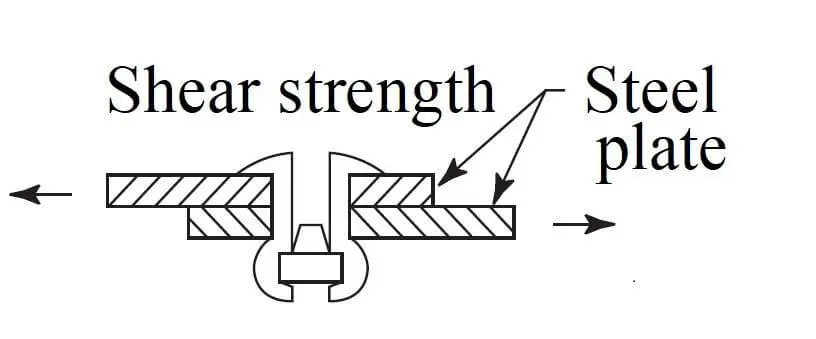
- Ensure installation quality and connection strength: Insufficient or excessive rivet gun tension can affect the installation quality of blind rivets. This can result in a loose connection or damage to the material.
- Improve efficiency: Rivet guns can greatly improve the efficiency of installing pop rivets. Reduce installation time and labor costs.
- Avoid incompatibility between tools and rivets: a qualified pop rivet gun can rivet many types and sizes of pop rivets.
- Special feature requirements: Some rivet guns can offer broken core collection and silent operation.
Do You Have Any Questions?
Let Us Solve Your Problem
Part 3. What Types of Pop Rivet Guns are Available?
Understanding the different types of pop rivet guns is crucial to making an informed purchase. Below are the main types of pop rivet guns.
1. Hand Pop Rivet Gun
Manual rivet guns are perfect for home DIY, small repairs and low-frequency use scenarios. The cost of purchasing a manual rivet gun is low, typically only $30-$50, making it perfect for those on a budget. And a manual rivet gun can be used anywhere, anytime, which is perfect for newbies.

While hand pop rivet guns are lightweight and handy. But it requires the use of human labor for rivet installation. And it can only install 5-10 rivets per minute, which is not suitable for batch work and is less efficient.
2. Electric Pop Rivet Gun
Electric pop rivet guns are suitable for use on medium-sized projects. For example, frequently used maintenance total or small factories, construction sites, temporary facilities set up and other outdoor work, these scenarios manual rivet gun is not suitable. However, compared to manual rivet guns, electric rivet guns are more expensive, averaging $100-500 a piece. And the batteries need to be replaced regularly and cannot work continuously for a long time.

If you want to buy an electric rivet gun for your business, then it is necessary to understand the following benefits.
- Battery operated for efficiency and labor saving.
- Can rivet blind rivets other than structural rivets.
- Suitable for outdoor work without fixed power supply.
3. Pneumatic Pop Rivet Gun
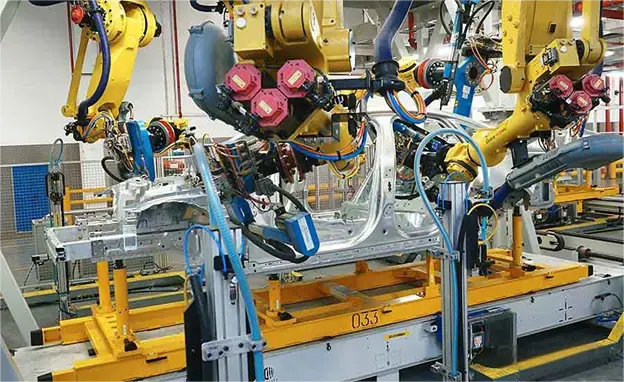
Pneumatic pop rivet guns are mainly used in industrial production lines. For example, automobile manufacturing, aircraft manufacturing and home appliance assembly. Pneumatic rivet gun can rivet any strength and material of blind rivets. And the installation efficiency of pneumatic rivet gun is very high, 30-50 rivets per minute.

A pneumatic rivet gun relies on an air source to provide power, so its use requires the connection of an air compressor, which costs an additional $200-$800. Operators typically need to wear ear protection to protect their ears when using a pneumatic rivet gun. If you want to buy a pneumatic rivet gun for your project, please read this page “Buy Pneumatic Pop Rivet Gun”.
Part 4. How do you Determine Compatibility with Your Rivets?
Before purchasing pop rivet guns, make sure the pop rivet guns are compatible with your rivet size and type. Here are some precautions to take:
- Verify that the tension of the rivet gun is sufficient: rub the mold test rivet manufacturers to provide technical parameters (such as stainless steel 4mm rivets need to pull 3,500N).
- Match the type of power with the type of rivet: manual rivet guns are suitable for aluminum and small diameter rivets. Electric rivet gun suitable for stainless steel and aluminum rivets. Pneumatic rivet guns are suitable for any size rivets and structural rivets.
Do You Have Any Questions?
Let Us Solve Your Problem
Part 5. How do you Choose Based on your Usage Applications?
When choosing to buy pop rivet guns, pay attention to their main application scenarios:
- Manual: occasional use or DIY projects.
- Electric: maintenance projects or frequent outdoor use.
- Pneumatic: factory assembly line or mass installation jobs.
Part 6. What is the Difference Between the Different Types of Pop Rivet Guns?
Before buying the right pop rivet guns for your project, you need to understand the differences between the main types: manual rivet guns, electric rivet guns and pneumatic rivet guns. Each type has its pros and cons.
Hand Pop Rivet Gun
Manual rivet guns are cheap, but require purely human power. Installation efficiency is slower.
Electric Pop Rivet Gun
Electric rivet guns rely on rate batteries or plug-in power to provide pulling force through a motor. They are more portable than pneumatic rivet guns, but rely on battery life. It is suitable for frequent riveting for short periods of time.
Pneumatic Pop Rivet Gun
Pneumatic rivet guns are the most efficient to install. It relies on an air compressor, which creates tension through air pressure. However, portability is poor and it is suitable for stationary workshops or industrial environments.
Below is a comparison summary table of these features:
| Comparison Item | Manual Pop Rivet Gun | Electric Pop Rivet Gun | Pneumatic Pop Rivet Gun |
| Power Source | Human force (lever principle) | Electricity (Li-ion battery/power cord) | Compressed air (requires air compressor) |
| Pull Force Range | 500-2,000N | 2,000-5,000N | 5,000-10,000N |
| Installation Speed | 5-10 rivets/min | 15-30 rivets/min | 30-50 rivets/min |
| Compatible Materials | Aluminum, copper, mild steel | Aluminum, stainless steel, medium-carbon steel | Stainless steel, titanium alloy, high-strength steel |
| Rivet Diameter Range | 2-4mm | 3-6mm | 3-8mm |
| Advantages | Low cost, lightweight, no energy required | Effort-saving, moderate strength support | Ultra-high pull force, industrial durability |
| Disadvantages | Labor-intensive, low efficiency | Limited battery life, higher cost | Air compressor dependency, loud noise (>85dB) |
| Cost | $7-28 USD | $70-420 USD | $140-700 USD (tool) + compressor ($140-700 USD) |
| Weight | 0.5-1kg | 1.5-3kg | 2-5kg (tool body) |
| Noise Level | Low (<60dB) | Moderate (70-75dB) | High (≥85dB) |
| Maintenance | Simple cleaning | Battery care, motor maintenance | Air line lubrication, regular drainage |
| Typical Applications | Home DIY, small repairs | Automotive modification, signage installation | Automotive manufacturing, aircraft assembly |

Part 7. How to Take Care of Your Pop Rivet Gun?
Proper maintenance can significantly sing the life of a pop rivet gun. Here are some maintenance tips and cautions:
- Cleaning Tools: Basic maintenance is required after each use. For example, removing metal shavings and lubricating critical areas.
- Deep maintenance: Monthly deep maintenance is required. Remove the dust accumulated inside the manual rivet gun. Check the battery level and clean the clicker heat sink dust. Pneumatic riveting before more need to replace wear parts.
- Long-term storage maintenance: to be rust-proof treatment and stored in a dry environment, avoid direct sunlight.
Part 8.What are Some Common Pop Rivet Gun Brands to Consider?
When choosing to buy pop rivet guns, consider brands that are known for their quality and reliability:
- Huck: HUCK is a well-known brand in the rivet industry, and the rivet gun is its supporting product.
- Rivmate: Rivmate is a leading pop rivet guns manufacturer in China, which can be OEM/ODM customized according to your needs. You can get high quality pop rivet gun products with lower price.
- Goebel:Goebel is the largest supplier of rivets in Germany. Their electric pop rivet gun is very reliable.
Part 9. How Much do you Expect to Spend?
Pop rivet guns prices vary greatly by type and brand:
- Manual rivet guns: usually cost between $20 and $50.
- Electric Rivet Guns: Typically priced between $200-$500.
- Pneumatic Rivet Guns: Typically priced between $200-$1000.
It is important to note that there is a significant price difference between buying a well-known brand and buying from a rivet gun manufacturer. The difference is usually 2-5 times. If you want to buy pop rivet guns directly from pop rivet guns manufacturers, please contact us!
Part 10. Frequently Asked Questions (FAQs)
how to use a rivet gun?
The main types of rivet guns on the market are manual, electric and pneumatic. But their principle is the same, all through the pulling force to complete the installation of rivets.
The use of rivet guns is relatively simple, only need to start the switch.
Blog Guide: How to Use A Rivet Gun?
Tips of Using Rivet Guns
There are many points to note when using a rivet gun. If you apply too much force, then it may cause the rivet to break prematurely or be damaged by the material being joined. And improper maintenance can reduce the life of the rivet gun.
More Details:
The Difference of air hammer and rivet guns
The air hammer can be used to install solid rivets. the Rivet gun can install any rivet. There are differences between them in use, principle and price.
More Detals:
Get Rivets Quote
You may also find these topics interesting