Rivets are classified as permanent fasteners because, once installed, they rely on the deformation or locking of the rivet body to form a connection that cannot be repeatedly disassembled.
Why are rivets considered permanent fasteners?
Rivets are considered permanent fasteners primarily because they rely on the plastic deformation of the rivet body to clamp two or more components together. Under normal circumstances, rivets cannot be repeatedly removed and reinstalled like screws.

The principle behind a rivet connection is not “tightening,” but rather “deformation to create a secure fit.” Once the rivet has been deformed, it cannot return to its original shape. To remove it, you must use a specialized removal tool to drill it out, grind it down, or break the rivet body.
Are All Rivets Permanent ? Types Explained:
Based on our past experience at Ruimete, each type of rivet has its own unique permanence. Generally speaking, the vast majority of rivets are considered permanent fasteners once installed. This is primarily because they join workpieces through the deformation, expansion, and locking of the rivet body; under normal circumstances, they cannot be unscrewed and reused like screws or bolts.
Differences in the Permanence of Various Rivets



Permanent fastening, but with low joint strength
Permanent fastening, with greater emphasis
Permanent fastening, with a focus on strength and seismic resistance
Double-drum/multi-drum rivets
Permanent fastening, with good vibration resistance




Permanent connection, suitable for soft materials
Permanent connection, suitable for thin sheets and soft materials
Internal/external lock fluted rivets
Permanent connection, with greater emphasis on core locking
Grooved rivets / Grooved rivet studs
More permanent, but with a different installation logic


Permanent connection, but not classified as traditional blind rivets
Rivet nuts / Pull-through rivet nuts
The body is permanently installed, but the threaded connection is removable
Various types of rivets differ in terms of their permanence. Most rivets are permanently secured after installation because they undergo deformation or are locked in place during the installation process; however, different types of rivets vary significantly in terms of strength, sealing performance, seismic resistance, and maintenance requirements.

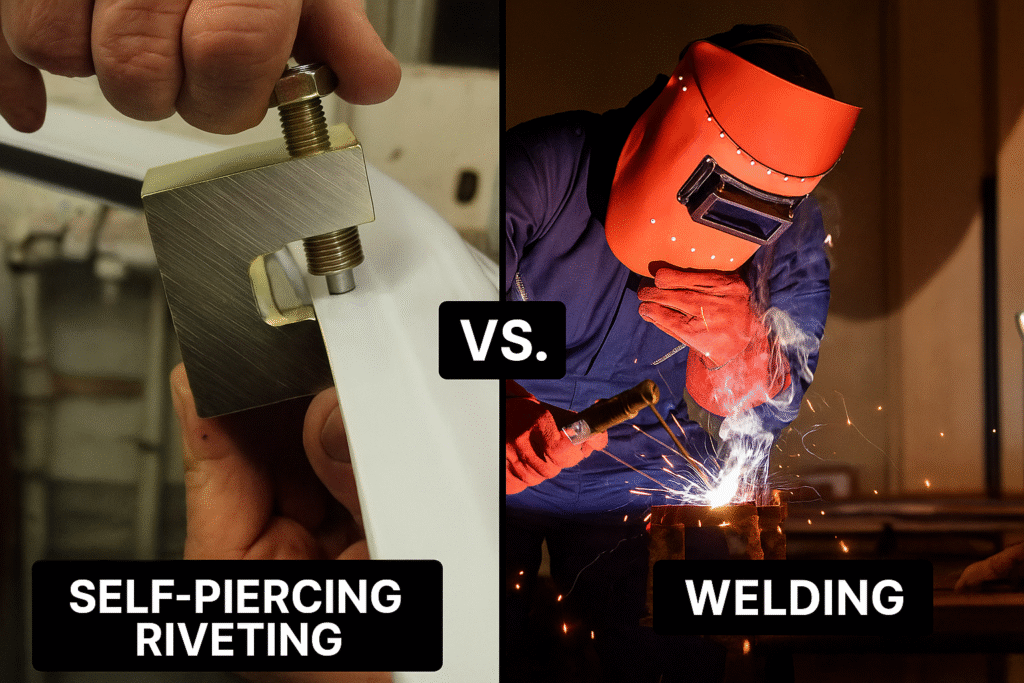
In permanent joining methods, both riveting and welding can create permanent joints, but they work in completely different ways:
- Riveting: a fastening method that mechanically joins multiple parts together by deforming or locking the rivet itself.
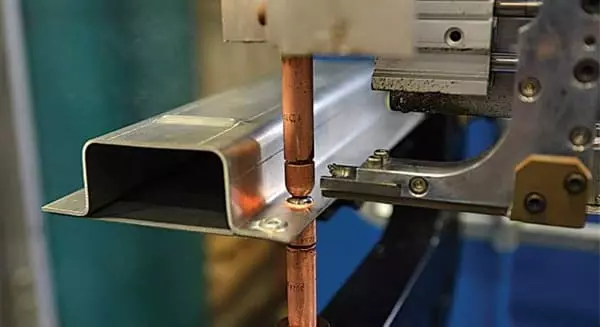
- Welding: a process that uses heat or pressure to fuse materials locally, creating a metallurgical bond between them.
Welding is a process that uses heat or pressure to fuse materials locally, creating a metallurgical bond between them.
| Core Comparison of Rivets vs Welding Connection Methods | ||
| Comparison Item | Rivets | Welding |
| Connection Principle | During installation, the rivet deforms, expands, and locks, clamping two or more layers of material together to form a mechanical joint. | The base metal is locally melted, fused, or metallurgically bonded to form a welded joint. |
| Permanent or Not | Yes. Riveting is generally considered a permanent fastening method. The rivet usually must be drilled out or destroyed for removal, and the removed rivet normally cannot be reused. | Yes. Welding is generally considered a permanent joining method. The weld usually must be cut, ground, or destroyed to separate the parts, making removal more complex. |
| Need for Pre-drilled Holes | Most blind rivets require pre-drilled holes. The rivet is inserted through the hole and then set by pulling. Special riveting methods such as SPR rivets are exceptions. | Normally, pre-drilled holes are not required. Welding mainly uses heat to join materials and does not require a hole before joining like rivets do. |
| Thermal Effect on Materials | Almost no thermal effect. Riveting is a mechanical deformation process and does not create an obvious heat-affected zone. It is suitable for coated sheets, thin sheets, aluminum, plastics, composites, and similar materials. | There is a heat-affected zone. High welding temperatures may cause deformation, discoloration, strength changes, or coating damage, especially when welding thin sheets. |
In which scenarios is Rivets most suitable?

Rivets are suitable for a wide range of applications. Standard open-end blind rivets are suitable for general fastening; closed-end blind rivets are better suited for waterproof sealing; structural blind rivets are better suited for applications involving stress and vibration; and lockbolt/Huck-type fasteners are better suited for heavy-duty structures.
What are the specific applications for which Rivets is best suited:
- Applications requiring permanent connections but not frequent disassembly
- Single-side access locations
- Materials unsuitable for welding or coated parts
- Thin-sheet metal applications
- Applications requiring the joining of dissimilar materials
- Applications involving vibration, impact, or safety requirements
- Sealing, waterproofing, and outdoor applications
- Mass production scenarios requiring high assembly efficiency
How to Choose the Right Rivet for Your Application?
When choosing a rivet, don’t just look at the diameter and length, and don’t just ask, “Is this rivet strong?”
When selecting the right model, you should consider the material thickness, hole diameter, load conditions, whether vibration is present, whether sealing is required, whether it will be mounted on one side, whether the material is prone to corrosion, and the operating environment.
| Application Requirements | Types of rivets to consider | Selection Focus |
| General thin sheet fastening | Open end blind rivet | Cost, hole diameter, grip range, and material compatibility |
| Waterproof and dustproof requirements | Closed end blind rivet / sealed rivet | Sealing structure, installation quality, and testing requirements |
| Soft materials, plastic, and wood | Peel rivet / lantern rivet / large flange rivet | Back-side bearing area and prevention of pull-through |
| Large variation in sheet thickness | Multi-grip rivet | Wide grip range and hole-filling capability |
| Vibration or impact conditions | Structural blind rivet / locking rivet | Mandrel retention, vibration resistance, tensile strength, and shear strength |
| Heavy-duty structural connection | Lockbolt / Huck-type fastener / BOOM rivet | High tensile strength, high shear strength, and installation equipment |
| Need threaded fastening without welding | Rivet nut | Thread specification, sheet thickness, and installation space |
| Sheet connection without pre-drilled holes | SPR rivet | Material combination, hardness, equipment pressure, and sample testing |
Rivets vs screws: permanent vs removable fasteners
- Rivets are classified as permanent fasteners because, once installed, they rely on the deformation of the rivet body to secure the workpiece, unlike screws, which can be repeatedly removed and reinstalled.
- Screws, on the other hand, are removable fasteners that primarily rely on threaded engagement for fixation, making them suitable for applications requiring maintenance, adjustment, or repeated disassembly and reassembly.
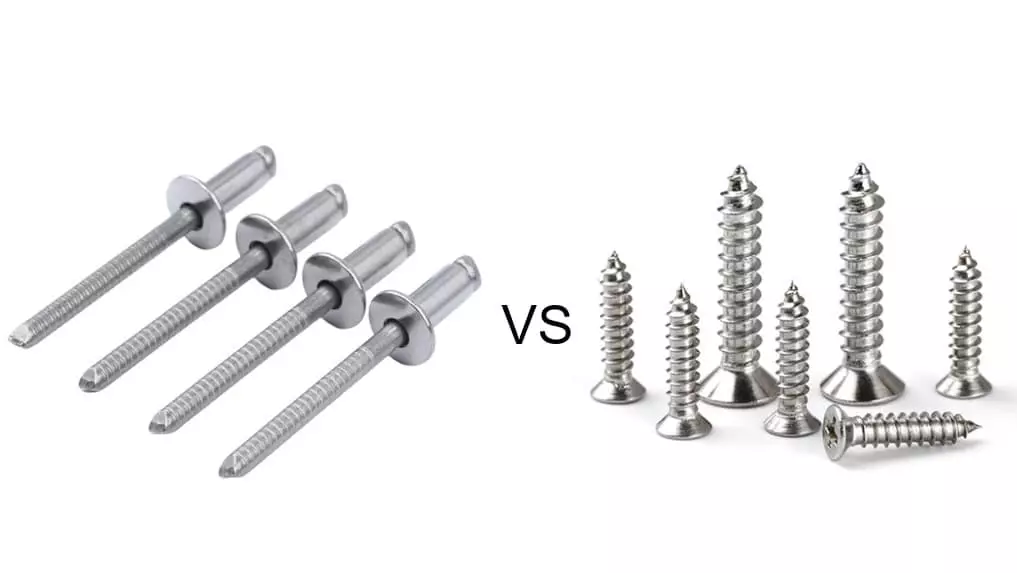
Rivets are better suited for permanent fastening, tamper-proofing, single-sided installation, and joining thin sheets; they must be removed by destroying the fastener. Screws are better suited for applications where the assembly may need to be opened, adjusted, or repaired later, as they can be unscrewed directly.
BOlts
Rivets
Rivets are better suited for permanent connections that do not require frequent disassembly, single-sided installation, thin sheets, and mass production; bolts are better suited for connections that require future maintenance, disassembly, adjustment, or the application of high preload.

Advantages and disadvantages of permanent rivet fastening
- The advantages of permanent riveting include stable connections, high installation efficiency, suitability for thin sheets and single-sided installation, no need for high-temperature welding, and good vibration resistance and tamper-proofing in many applications.
- The disadvantages of permanent riveting are that it cannot be disassembled without damage, unlike screws or bolts; the rivet structure must be destroyed during maintenance; and it places relatively high demands on hole diameter, grip range, rivet type, and installation quality.

Advantages of permanent riveting:
1. Suitable for permanent fastening; difficult to disassemble without authorization
2. Blind rivets can be installed from one side
3. Suitable for joining thin sheets and sheet metal
4. Does not require high-temperature welding, making it more compatible with coatings and dissimilar materials
5. High installation efficiency, suitable for mass assembly
6. Appropriate structural rivets offer good vibration resistance
7. Different types can be selected based on functional requirements
Disadvantages of Permanent Riveting:
1. Not suitable for locations requiring frequent disassembly or maintenance
2. Removal will damage the rivet
3. Requires specific hole diameters and positioning
4. Incorrect selection of grip range can lead to riveting failure
5. Rivet strengths vary significantly; they should not be mixed
6. Incompatible installation tools can affect quality
7. Rivet heads remain visible
8. Potential issues with material compatibility and corrosion
FAQ About Rivet Permanence
Does “permanent” mean that a rivet can never be removed?
“Permanent” does not mean that a rivet can never be removed. It means that it cannot be removed without causing damage, nor can it be reused after being removed in the same way as a screw. Removing a rivet requires cutting the fastener or using specialized removal tools.
Can a rivet be reused after removal?
Standard rivets generally cannot be reused after removal. This is because the rivet body is deformed during installation, and the rivet itself is often drilled, sheared, or ground down during removal.
Are blind rivets permanent?
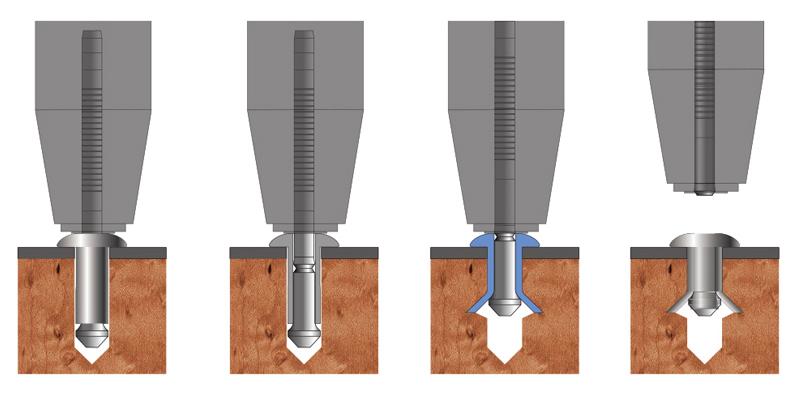
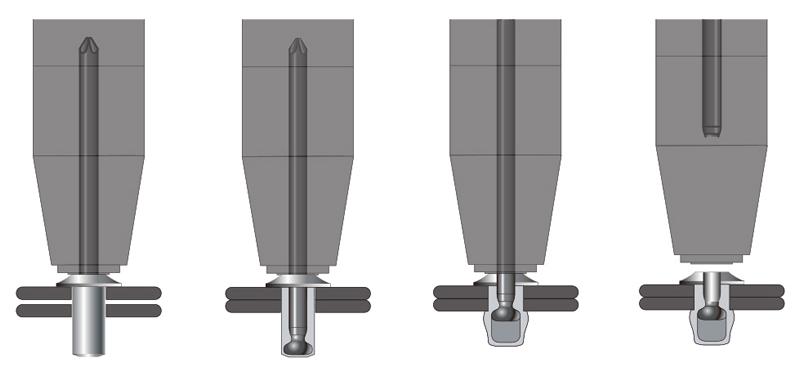
Yes, blind rivets are permanent fasteners. During installation, a rivet gun pulls the mandrel, causing the rivet body to deform on the back of the workpiece, thereby creating a clamping structure. Since this deformation is irreversible, blind rivets form a permanent joint.
Are all rivets equally permanent?
No. While most rivets are permanent, different types offer varying performance characteristics. Therefore, careful consideration is necessary when selecting rivets. Although most rivets have similar permanence, they differ in strength, sealing capabilities, and vibration resistance.
Are rivets stronger than screws?
No, it depends on the specific application. It cannot be simply stated that rivets are always stronger than screws. For example, in applications involving thin sheets, single-sided installation, permanent fastening, or vibration, using the appropriate rivet may provide greater stability. However, if the connection point requires disassembly, adjustment, or repair, a screw is a more suitable choice.
Can rivets replace welding?
Both rivets and welding can create permanent connections, but they work differently: Rivets are a form of mechanical fastening, while welding is a form of metallurgical joining (material fusion).
Are all rivets waterproof?
Not all rivets are waterproof; a closed-end or sealed design is required.
When should I not use rivets?
Standard rivets are not well-suited for applications requiring frequent disassembly and reassembly, subsequent adjustments, or situations with particularly high demands for sealing and load-bearing capacity. Additionally, problems can easily arise if hole positioning is inaccurate, the material is too soft or brittle, or the wrong material is selected for a damp, rust-prone environment.
Which rivet is best for a permanent joint?
No single rivet is suitable for all permanent joints. You must select the appropriate rivet based on the specific application.
Work with a IATF 16949 Certified Blind Rivet Manufacturer
Get High Quality Rivets Instead of Huck and Avdel Rivets
Rivmate Rivet
Rivmate is one of China’s top three manufacturers of pop rivets. The company is IATF 16949 certified and offers high-strength structural pop rivets that serve as alternatives to Huck and Avdel products.
Rivmate Rivet
Rivmate is one of China’s top three manufacturers of pop rivets. The company is IATF 16949 certified and offers high-strength structural pop rivets that serve as alternatives to Huck and Avdel products.